
Air-Operated Double Diaphragm (AODD) pumps are everywhere in process manufacturing — and yet they remain one of the most under-managed assets on the plant floor. From chemical dosing lines to filter press feed systems, from pharmaceutical transfer applications to water treatment plant RO feed, AODD pumps handle some of the most demanding fluid transfer tasks in industrial operations.
When they run well, nobody notices. When they fail — often without warning, in the middle of a production shift — the costs add up fast: lost production time, emergency maintenance callouts, contamination risk, and regulatory exposure for facilities where continuous effluent treatment is a compliance requirement.
This article examines the real cost of AODD pump unreliability in process manufacturing, the common failure patterns maintenance teams should be tracking, and the operational and procurement strategies that reduce unplanned downtime without requiring pump replacement.
The AODD pump's design is genuinely elegant. No mechanical seals. No impeller. A simple air-driven reciprocating mechanism that can handle viscous fluids, abrasives, slurries, and chemically aggressive media that would destroy other pump types. Self-priming. Dry-run capable. Intrinsically safe in hazardous environments.
These properties make AODD pumps the go-to choice across:
• Chemical & petrochemical plants: solvent transfer, acid dosing, slurry handling
• Pharmaceuticals & biopharma: API transfer, CIP/SIP support, sterile fluid handling
• Water & wastewater treatment: polymer dosing, sludge transfer, RO feed pre-treatment
• Paints, coatings & adhesives: high-viscosity fluid transfer from drums and IBCs
• Food & beverage: hygienic transfer of sauces, concentrates, and dairy products
But the same simplicity that makes AODD pumps versatile also makes them sensitive to operating conditions. Diaphragm fatigue, check ball wear, air valve fouling, and incorrect suction-side configuration are all common failure modes — and most of them are preventable.
Most maintenance managers think of pump failure in terms of the cost of the replacement part. The diaphragm failed. It costs X. We replace it. But that framing systematically underestimates the true cost.
A realistic cost analysis of an unplanned AODD pump failure in a process plant includes:
• Production downtime: even a two-hour unplanned shutdown on a chemical dosing line can halt downstream processes and cost multiples of the part value in lost output
• Emergency maintenance premium: after-hours callouts, expedited shipping for parts, and overtime rates all inflate the true cost of a reactive maintenance event
• Batch loss or contamination risk: in pharmaceutical or food applications, a pump failure mid-batch may require the entire batch to be discarded
• Compliance exposure: in facilities where AODD pumps are part of effluent treatment or chemical dosing systems, pump failure can trigger regulatory non-compliance
• Secondary equipment damage: a failed pump that runs dry or operates incorrectly can damage downstream equipment — filters, membranes, heat exchangers
Industry benchmarks suggest that unplanned maintenance events cost three to five times more than equivalent planned maintenance interventions. For AODD pumps specifically, the gap is often wider — because the parts themselves are relatively inexpensive, the cost is dominated by downtime and labour rather than materials.
Diaphragm fatigue is the most frequent AODD failure mode. Diaphragms fail prematurely for three main reasons: material mismatch with the fluid being handled, over-pressurised air supply causing excessive flex stress, and physical damage from abrasive particles in the fluid. The fix is not just replacing the diaphragm — it is identifying which of these root causes applies.
The check ball and seat assembly controls fluid directionality in the pump. Wear on these components causes loss of flow efficiency and eventually backflow. Abrasive fluids accelerate wear significantly. Correct material selection — PTFE, PVDF, Buna-N, EPDM, or stainless steel depending on the fluid — is critical to achieving rated service life.
Air Valve Fouling or Failure
The air valve controls the alternating air supply to each pump chamber. Contaminated compressed air — carrying moisture, oil, or particulates — is the leading cause of air valve fouling. A clogged or stuck air valve causes stalling, erratic cycling, or complete loss of output. Regular compressed air quality checks and proper filtration upstream of AODD pumps are essential preventive measures.
Manifold connections and gaskets are static sealing points that degrade over time — particularly in chemically aggressive environments. Leaks at these points represent both fluid loss and safety risks. Torque specifications during reassembly are frequently overlooked but have a significant impact on gasket service life.
This is the failure mode most often missed in root-cause analysis — because the failure manifests as diaphragm fatigue or cavitation rather than an obvious suction problem. AODD pumps are sensitive to suction lift, pipe diameter, and suction line length. Undersized suction piping or excessive suction lift causes the pump to cavitate, dramatically shortening diaphragm and check ball life.
Effective AODD pump maintenance does not require sophisticated tools or extensive downtime. A structured preventive maintenance programme covering the following checks will eliminate the majority of unplanned failures:
• Compressed air supply pressure — confirm within manufacturer specification for the application
• Air filter condition — drain moisture, check for contamination
• Suction-side conditions — confirm valve positions, check for blockages or air ingress
• Discharge flow and pressure — confirm consistent with normal operating parameters
• Noise and vibration — any change from baseline warrants investigation
• Visual inspection for fluid leaks at manifold connections and gasket faces
• Diaphragm inspection where accessible — look for deformation, surface cracking, or discolouration
• Air valve cycling — listen for consistent, rhythmic cycling; irregular cycling indicates air valve issues
Overhaul intervals should be defined based on operating hours, fluid characteristics, and observed wear patterns — not just calendar time. A pump handling abrasive slurry will require more frequent diaphragm and check ball replacement than one handling clean water. The key to cost-effective overhaul management is stocking the right aodd pump spare parts in advance, so that planned overhauls can be completed without waiting for part deliveries.
One of the most consequential decisions in AODD pump maintenance management is how to source replacement parts. The options are broadly: original OEM parts from the pump manufacturer, or OEM-compatible parts from specialist aftermarket suppliers.
The case for OEM parts is straightforward: guaranteed fit and performance, full manufacturer warranty support, and no ambiguity in specification. The case for OEM-compatible parts is also real: significantly lower cost, faster availability, and — for facilities running multiple pump brands — the ability to consolidate spares procurement through a single specialist supplier.
The risks of poor-quality aftermarket parts are genuine — substandard diaphragm materials, incorrect ball dimensions, or incompatible elastomers can cause premature failure and, in some cases, contamination of the fluid being handled. The solution is not to default to OEM parts regardless of cost, but to source OEM-compatible parts only from suppliers with demonstrated technical knowledge of the pumps they support, verified material specifications, and real accountability when things go wrong.
For facilities managing AODD pumps across multiple brands — Wilden, ARO, Sandpiper, Yamada, Graco, and others are all common in the same plant — a specialist supplier who understands cross-brand compatibility and can advise on material selection for specific applications offers significant operational value beyond the parts themselves.
Water and wastewater treatment plants deserve specific attention in any discussion of AODD pump reliability — because in this application, pump failure carries compliance consequences that extend well beyond the cost of the repair.
In a typical industrial wastewater treatment system, AODD pumps appear at multiple critical points: polymer dosing for coagulation and flocculation, sludge transfer from settlement tanks to filter presses, chemical dosing for pH correction, and feed to membrane filtration or RO systems.
A failure in any of these positions does not just stop fluid movement — it degrades treatment performance. Inadequate polymer dosing produces poorly settled effluent that carries over into downstream treatment stages. Interrupted pH correction allows effluent to drift outside permitted discharge limits. Sludge transfer failures cause tank overflow or process interruption.
For facilities operating under continuous discharge permits or environmental consent conditions, this is not merely an operational inconvenience — it is a compliance event. The calculus of preventive maintenance investment looks very different when the cost of failure includes regulatory penalties and potential permit suspension.
Based on common patterns observed across process manufacturing facilities, the following recommendations consistently deliver the greatest reduction in AODD pump-related downtime:
• Map your AODD fleet by criticality. Not all pumps carry equal consequence if they fail. Identify the pumps whose failure triggers production shutdown, compliance risk, or safety exposure. These warrant enhanced preventive maintenance frequency and dedicated spare parts inventory.
• Define overhaul intervals by application, not just calendar time. A pump handling abrasive slurry runs through diaphragms far faster than one handling clean fluids. Generic time-based intervals are inefficient — they result in over-maintaining low-wear applications and under-maintaining high-wear ones.
• Standardise compressed air quality across pump installations. Air valve failures are largely preventable. Proper filtration, moisture separation, and pressure regulation upstream of AODD pumps eliminates the leading cause of air-side failures.
• Audit suction-side configuration on problem pumps. If a specific pump is consuming diaphragms faster than expected, the suction side is the first place to look. Pipe diameter, suction lift, and valve condition all affect diaphragm service life significantly.
• Consolidate spare parts procurement to reduce lead time risk. Emergency parts procurement — particularly for less-common pump brands — can take days or weeks from OEM channels. Working with a specialist supplier who holds stock across multiple brands eliminates this risk at lower total cost.
AODD pumps are not complex machines. Their failure modes are well understood, their maintenance requirements are straightforward, and the consequences of neglect are well-documented. The gap between a plant that suffers repeated unplanned AODD failures and one that manages its pump fleet reliably is not a gap in pump quality — it is a gap in maintenance strategy.
That strategy rests on three pillars: understanding the root causes of failure rather than just replacing worn parts, implementing structured preventive maintenance that matches overhaul frequency to actual operating conditions, and ensuring that the right parts are available when planned maintenance is due — without defaulting to expensive OEM procurement or accepting substandard alternatives.
For maintenance teams managing AODD pumps across chemical, pharmaceutical, water treatment, or other process applications, the return on investment from getting this right is clear. The cost of getting it wrong — in unplanned downtime, emergency repairs, and compliance exposure — is consistently higher than most facilities formally account for.
FAQ
There is no universal answer — diaphragm service life depends on fluid characteristics, operating pressure, cycle frequency, and material selection. In clean fluid applications, diaphragms may last 12–24 months. In abrasive or chemically aggressive services, replacement may be needed every 3–6 months. Establish a baseline for each application by tracking actual service life, then plan replacements proactively at 80% of observed service life.
Stalling — where the pump stops cycling — is most commonly caused by air valve fouling from contaminated compressed air, a blocked or frozen air exhaust muffler, or a seized diaphragm. Confirming adequate clean air supply is the first diagnostic step. Air quality issues account for the majority of stalling events.
When sourced from reputable suppliers who can confirm material specifications and dimensional compatibility, OEM-compatible parts perform comparably to OEM parts at lower cost. The key variable is supplier quality — parts should be sourced from suppliers with specific AODD expertise, not generic industrial distributors. Confirming material compatibility with your fluid is essential regardless of whether parts are OEM or aftermarket.
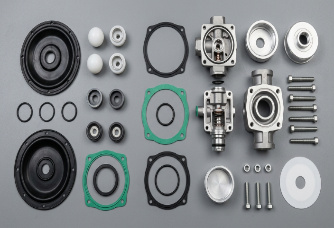
For most applications, minimum stock should include: diaphragms (both chambers), check balls and seats, a complete gasket set, and air valve components. For critical applications, a complete wet-side repair kit and air-side kit provides fast recovery from any failure mode. Holding one complete repair kit per critical pump is a reasonable baseline inventory position.
Significantly. Undersized suction piping increases velocity and reduces available NPSH, causing cavitation that dramatically accelerates diaphragm fatigue and check ball wear. Suction pipe diameter should typically match or exceed the pump inlet size, and suction lift should be minimised. Auditing suction configuration is one of the highest-return diagnostic steps for pumps with unexpectedly short component life.







We use cookies to ensure you get the best experience on our website. Read more...





